Норма времени рассчитывается по формуле. Расчет нормы времени на выполнение работы
2.9.1 Нормирование операций на универсальных станках с ручным управлением.
Определение основного (технологического) времени.
Основное время определяется по расчетным формулам для соответствующего вида работ и по каждому технологическому переходу (Т о1 , Т о2 , …, Т o n).
Основное (технологическое) время на операцию:
где n – число технологических переходов.
Определение вспомогательного времени.
Для оборудования, рассчитанного на выполнение однопереходных работ с постоянными режимами в одной операции (станки многорезцовые, гидрокопировальные, зубообрабатывающие, протяжные, резьбообрабатывающие) вспомогательное время Т в дано на операцию, включая время на установку и снятие заготовки.
Вспомогательное время на операцию определяются по формуле:
где t уст – время на установку и снятие детали, дано по видам приспособлений вне зависимости от типов станков, мин;
t пер – время, связанное с переходом, дано по типам станков, мин;
t’ пер – время не вошедшее в комплекс времени, связанного с переходом, мин;
t изм – время на контрольные измерения после окончания обработки поверхности. Время на контрольные измерения включается только в тех случаях, когда оно не перекрыто основным временем или не вошло в комплекс времени, связанного с переходом, мин;
Kt в – поправочный коэффициент на вспомогательное время, мин.
Определение оперативного времени:
 ,
мин
,
мин
где Т о – основное время на обработку;
Т в – вспомогательное время на обработку, мин.
Определение времени на обслуживание рабочего места и личные надобности.
Время на обслуживание рабочего места, отдых и личные надобности определяется в процентах от оперативного времени по нормативным справочникам.
Норма штучного времени:
где α обс и α олн – время на обслуживание рабочего места и время на отдых и личные надобности, выраженное в процентах от оперативного времени.
Определение подготовительно-заключительного времени.
Подготовительно-заключительное время Т пз нормируется на партию деталей, и часть его, приходящаяся на одну деталь, включается в норму штучно-калькуляционного времени:
 ,
мин
,
мин
где n д – количество деталей в партии.
2.9.2 Нормирование операций на универсальных и многоцелевых станках с ЧПУ.
Норма времени и ее составляющие:
 ,
мин
,
мин
где Т ца - время цикла автоматической работы станка по программе, мин.
 ,
мин
,
мин
где Т о – основное (технологическое) время на обработку одной детали определяется по формуле:
 ,
мин
,
мин
где L i – длина пути проходимого инструментом или деталью в направлении подачи при обработке i-ого технологического участка (с учетом врезания и перебега), мм;
S mi – минутная подача на i-ом технологическом участке, мм/мин;
Т м-в – машинно-вспомогательное время по программе (на подвод детали или инструмента от исходных точек в зоны обработки и отвод, установку инструмента на размер, смену инструмента, изменение величины и направления подачи), время технологических пауз, мин.
 ,
мин
,
мин
где Т в.у – время на установку и снятие детали вручную или подъемником, мин;
Т в.оп – вспомогательное время, связанное с операцией (не вошедшее в управляющую программу), мин;
Т в.изм – вспомогательное не перекрываемое время на измерения, мин;
К t в – поправочный коэффициент на время выполнения ручной вспомогательной работы в зависимости от партии обрабатываемых деталей;
α тех, α орг, α отд – время на техническое, организационное обслуживание рабочего места, на отдых и личные потребности при одностаночном обслуживании, % от оперативного времени.
Норма времени на наладку станка представляется как время на приемы подготовительно-заключительной работы по обработке партий деталей независимо от размера партии и определяется по формуле:
где Т п-31 – норма времени на получение наряда, технологической документации в начале работы и сдача в конце смены, мин; Т п-31 = 12мин;
Т п-32 – норма времени на наладку станка, приспособления, инструмента, программных устройств, мин;
Т пр.обр – норма времени на пробную обработку (первой детали), мин.
Техническое нормирование производится для операции 015 «Токарная с ПУ» и операции 025 «Комплексная с ПУ».
Основное (технологическое) время обработки для каждого перехода определяется по формуле:
 ,
мин
,
мин
 ,
мин
,
мин
 ,
мин
,
мин
где l рез – длина резания, мм
y, ∆ - величина врезания или перебега, мм
L – длина пути режущей части инструмента, мм.
i – число проходов.
L 1 =45 + 4 = 49мм;
L 2 =45 + 4 = 49мм;
T o1 = 49/(750 × 0,19) ×2=0,68мин;
T o2 = 49/(1000 × 0,19) ×2=0,51мин;
T o 3 = 10×12/(1600 × 0,16) =0,46мин;
T o 4 = 8,5×12/(800 × 0,16)=0,79мин;
Основное время обработки на операцию определяется по формуле:
 0,68
+ 0,51 + 0,46 + 0,79=2,44мин.
0,68
+ 0,51 + 0,46 + 0,79=2,44мин.
Определяется вспомогательное время на операцию:
 ,
мин
,
мин
где t в.у – вспомогательное время на установку и снятие детали, мин;
t в.изм – вспомогательное не перекрываемое время на измерения, включает в себя время на измерение скобами 0,14 мин , время на измерение нутромером 0,24 мин , время на измерение пробками 0,2 мин , время на измерение шаблоном 0,11 мин , t в.изм = 0,14+0,24+0,2+0,11=0,69 мин;
t мв – машинное вспомогательное время, связанное с выполнением вспомогательных ходов и перемещений при обработке поверхностей и поворот револьверной головки, мин.
t в.у =0,7мин;
t мв1 =0,38мин;
t мв2 =0,38мин;
t мв3 =0,26мин;
t мв4 =0,26мин;
 0,7
+ 0,69 + 0,38 + 0,38 + 0,26 + 0,26 =2,67мин.
0,7
+ 0,69 + 0,38 + 0,38 + 0,26 + 0,26 =2,67мин.
Время на обслуживание рабочего места и время перерывов на отдых и личные надобности составляет 5% и 4% от оперативного времени соответственно:
α обс =5% α олн =4%
Штучное время определяется по формуле:
Т шт =(2,44 + 2,67) × (1 + (5 + 4)/100)= 5,5мин
Определяется подготовительно-заключительное время по формуле:
где Т п-31 – время на получение инструмента, Т п-31 = 12мин;
Т п-32 – время на настройку станка, Т п-32 = 24мин;
Т пр.обр – норма времени на пробную обработку (первой детали),
Т пр.обр = 14мин.
Т пз =12 + 24 + 14=50мин.
Расчет и конструирование станочного приспособления .
При выполнении комплексной операции с ПУ на обрабатывающем центре
ИР500ПМФ4 на деталь «Корпус» действует крутящий момент.
Величину сил зажима детали в приспособлении можно определять, решив задачу статики на равновесие твердого тела, находящегося под действием всех приложенных к нему сил и моментов, возникающих от этих сил, - резания и других, стремящихся сдвинуть установленную деталь (силы веса, инерционные центробежные), зажима и реакции опор.
Величину сил резания и их моментов определяют по формулам теории резания металлов или выбирают по нормативным справочникам. Найденное значение сил резания для надежности зажима детали умножают на коэффициент запаса К=1,4÷2,6.
Расчет усилия зажима.
В нашем случае обрабатываемая деталь устанавливается на оправку приспособления и нижней плоскостью прижимается к плите гайкой М16 через быстросъемную шайбу. При обработке на деталь действует сдвигающий момент М кр и осевая сила Р о. Обрабатываемая деталь удерживается от смещения силами трения, возникающими между поверхностями установочных и зажимных элементов приспособления. При этой схеме закрепления, данной на рисунке 2, необходимое усилие зажима определяется по формуле:
При растачивании.
Сила приложенная на ключе резьбового зажима с гайкой:
где: D H – наружный диаметр опорного торца гайкиD H = 24 мм ;
D В – внутренний диаметр опорного торца гайкиD В = 16 мм ;
r cp – средний радиус резьбы винтаr cp = 7,513 мм ;
l – расстояние от оси винта до точки приложения силыQ
(мм) ;
d – номинальный наружный диаметр резьбы d = 16 мм;
α – угол подъема винта резьбыα= 3° ;
 ;
;
s – шаг резьбыs = 1,5 мм ;
 - условие самоторможения винта выполняется;
- условие самоторможения винта выполняется;
φ пр – приведенный угол трения в резьбовой пареφ пр ≈ 6°40’ ;
f - коэффициент трения при плоском контакте двух сопрягаемых деталей на нижнем торце гайкиf = 0,1 ;
β 1 – половина угла при вершине профиля метрической резьбы приf = 0,1β 1 = 30° ;
l– длина установочной плиты
e– расстояние между винтами
а – расстояние между винтом и областью резания
К - коэффициент запаса, К=1,95
Q =40 Н, что соответствует основному требованию к зажимным механизмам с ручным приводам - сила закрепления рукой не более 145-195Н ;
б) Момент от силы Q , приложенный ключе резьбового зажима с гайкой:
в) Сила зажима:
Расчет приспособления на прочность.
Наиболее нагруженным звеном в приспособлении является палец М16, так как она постоянно работает на растяжение, когда удерживает заготовку в приспособлении. Для того чтобы выяснить выполняется ли условие прочности необходимо проверить условие прочности шпильки:
 ;
;
 ;
;
где: N– нормальная сила,N=W=1541H(деформация растяжения)
А – площадь поперечного сечения пальца, мм 2 ;
σ пред – предельное напряжение материала шпильки; для конструкционной стали σ пред = σ т =360 Н/мм 2 ;
s– коэффициент запаса прочности.
 ;
;
где: D 1 =13.835 мм, внутренний диаметр винта.
 мм 2 ;
мм 2 ;
 Н/мм 2 ;
Н/мм 2 ;
 ;
;
Допускаемый коэффициент прочности [s]=2.
Проверка:
Условие прочности выполняется.
Также для расчета на прочность шпильки необходимо выполнить расчет на смятие резьбы. Так как основной причиной выхода из строя резьбы является ее износ. Расчет на износостойкость резьбы определяется по допускаемому значению напряжения смятия [σ см ]=60 Н/мм 2
 ;
;
где: F– сжимающая сила,F=W=1761,2H;
А см – площадь контакта, мм 2 ;
[σ см ] – допускаемое напряжение на смятие, [σ см ]=60Н/мм 2 .
 ;
;
где: d– диаметр отверстия,d=13.835мм;
δ – высота гайки, δ=24мм.
 Н/мм 2 ;
Н/мм 2 ;
Проверка:
σ см <[σ см ];
5,3 Н/мм 2 <60 Н/мм 2 .
Условия прочности шпильки на смятие выдержано. Следовательно, выбранная шпилька выдержит нагрузки при работе приспособления.
Расчет приспособления на точность.
Погрешность установки ξ у зависит от погрешности базирования ξ б, погрешности закрепления ξ з и погрешности приспособления ξ пр
 ,мм
;
,мм
;
где: s max – максимальный радиальный зазор между деталью и оправкой приспособления, мм.
 ,мм
;
,мм
;
где: D max – наибольший диаметр базового отверстия детали, мм;D max =100,0095мм;
d min – наименьший диаметр установочного пальца, мм;d min =67,94мм.
 мм;
мм;
Погрешность закрепления ξ з равна нулю, так как контактные перемещения в стыке «заготовка – опоры приспособления» практически не изменяются. Также в данном случае силы закрепления постоянны, опоры практически не изнашиваются, шероховатость и волнистость баз заготовок однородна, так как установочные базы заготовки до сверления были обработаны.
Погрешность приспособления ξ пр состоит из нескольких погрешностей:
ξ ус – ошибки изготовления и сборки установочных элементов и приспособления.
ξ н – прогрессирующий износ.
ξ с – ошибки установки и фиксации приспособления на станке.
ξ ус =0,01 мм, так как приспособление изготавливается в цехах, оснащенных необходимым оборудованием.
ξ и стремится к нулю, так как износ установочных пальцев не интенсивен.
ξ с также стремится к нулю, так как установка приспособления на стол станка осуществляется один раз на партию деталей.
 ,мм;
,мм;
 ,мм;
,мм;
Допустимая погрешность расположения отверстий диаметром 100мм равна 0,25мм, диаметром 125мм равна 0,1
0,1мм > 0,0795мм
Так как погрешность расположения отверстий диаметром 100мм и 125мм зависимая, то она увеличивается на допуск базового отверстия. Следовательно, допустимая погрешность больше погрешности приспособления, а значит обработка отверстий с требуемой точностью взаимного расположения на данном приспособлении возможна.
Проектирование контрольного калибра
Данное приспособление является калибром, предназначенным для измерения межосевого расстояния размером 200мм между двумя отверстиями диаметром 100H8 и 125Н8. Он состоит из корпуса размером 332,5h14 и высотой 25js14/2 с запрессованной в него пустотелой пробкой диаметром 100 с резьбовым концом М12-6Н на который устанавливается ручка диаметром 24h14 и контрольного валика диаметром 20, который нужен для измерения межосевого расстояния.
Корпус приспособления устанавливается на поверхность детали по размеру 580h14, с базированием по отверстию диаметром 100H8, в сквозное отверстие диаметром 125H8 вставляется контрольный валик, с помощью которого контролируем межосевое расстояние 200±0,05 и симметричное расположение отверстийдиаметром 100H8 и 125Н8. Размеры считаются в допуске, если калибр и контрольный валик, проходящий через отверстиедиаметром 125Н8 в калибре, одновременно установлены в отверстиядиаметром 100H8 и 125Н8.







D ном – размер согласно чертежу


Поле допуска ТП определяется из формулы

где D max ,dmax– наибольший предельный размер, мм
D min ,dmin– наименьший предельный размер, мм
ES,es– верхнее предельное отклонение, мм
EI,ei– нижнее предельное отклонение, мм



Позиционный допуск Т Pk =0,006мм
Предельные
отклонения между осями двух элементов
Предельные размеры калибра
Нормирование труда представляет собой составную часть (функцию) управления производством и включает в себя определение необходимых затрат труда рабочего времени на выполнение работ (изготовление единицы продукции) отдельными работниками (бригадами) и установление на этой основе норм труда.
Норма – это количество времени, необходимого для выполнения определенного объема работ.
Норматив - это количество времени, необходимого для выполнения на выполнение отдельных элементов производственного или трудового процесса.
Выделяют следующие виды норм и нормативов.
1) Норма времени – это величина затрат рабочего времени, установленная для выполнения единицы работы работником или группой работников (в частности, бригадой) соответствующей квалификации в определенных организационно-технических условиях.
2) Норма выработки - это установленный объем работы (количество единиц продукции), который работник или группа работников (в частности, бригада) соответствующей квалификации обязаны выполнить (изготовить, перевезти и т.д.) в единицу рабочего времени в определенных организационно-технических условиях. Норма выработки (Нв) определяется как количество продукции, подлежащее изготовлению в течение часа. Если обозначить норму времени ti, час./ед., то норма выработки в смену составит:
продолжительность смены, час
ti , час/ед.
Нв = , . (5.5)
3) Норма обслуживания - этоколичество производственных объектов (единиц оборудования, рабочих мест и т.д.), которые работник или группа работников (в частности, бригада) соответствующей квалификации обязаныобслужить в течение единицы рабочег о времени в определенных организационно-технических условиях. Эти нормы предназначаются для нормирования труда работников, занятых обслуживанием оборудования, производственных площадей, рабочих мест, а также для лиц, обслуживающих ЭВМ и уборщиц.
4) Норма управляемости – это количество подчиненных работников, приходящихся на одного руководителя.
5) Норма численности - это установленная численность работников определенного профессионально-квалификационного состава, необходимая для выполнения конкретных производственных, управленческих функций или объемов работ в определенных организационно-технических условиях. По нормам численности определяются затраты труда по профессиям, специальностям, группам или видам работ, отдельным функциям, в целом по предприятию или цеху, их структурным подразделениям.
6) Норматив численности - заранее установленная расчетная величина, представляющая собой количество работников, которых можно содержать для обслуживания того или иного объекта или выполнения определенного объема работ (то есть устанавливается на основе норм обслуживания).
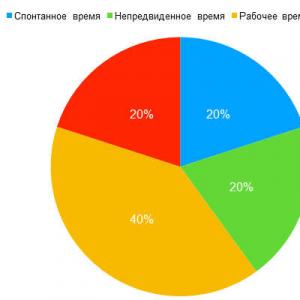
В ходе нормирования изучаются затраты рабочего времени. Рабочее время – установленная законодательством продолжительность рабочего дня (рабочей недели), в течение которого рабочий выполняет порученную ему работу.
Рабочее время делится на две части:
Нормируемое время (связанное с выполнением задания);
Ненормируемое время (время потерь).
1. Нормируемое время состоит из подготовительно-заключительного времени, оперативного времени, времени обслуживания рабочего места, перерывов на отдых и личные надобности, перерывов по организационно-техническим причинам.
В общем виде величина нормы времени включает в себя:
Подготовительно-заключительное время затрачивается рабочим на подготовку к выполнению заданной работы и на действия, связанные с ее окончанием. Норма подготовительно-заключительного времени устанавливается либо на партию изделий, либо на рабочую смену.
Оперативное время используют непосредственно для выполнения заданной работы. Оно подразделяется на две части: основное (технологическое) время; вспомогательное время. Основное (технологическое) время - это время, затрачиваемое рабочим на изменение предмета труда (его формы, размеров, внешнего вида, физико-химических или механических свойств и т.д.), его состояния и положения в пространстве и повторяющееся при изготовлении каждой единицы продукции. К вспомогательному времени относится время, которое затрачивается на приемы рабочего, без которых невозможен ход основного (технологического) процесса: установка и снятие детали, управление станком, подвод и отвод инструмента и т.п.
Время обслуживания рабочего места используется рабочим для ухода за своим рабочим местом иподдержания его в рабочем состоянии на протяжении смены и подразделяется на:
Время организационного обслуживания, оно не связано с выполняемой работой и реализуется 2 раза в смену: в начале и в конце смены;
Время технического обслуживания, связано с выполняемой операцией; это время, затрачиваемое на подналадку оборудования и приспособлений в процессе работы, на смену затупившегося инструмента, уборку стружек и т.д.
Время перерывов на отдых и личные надобности устанавливается обычно в размере 8-10 мин на смену (на стройплощадках - 15 мин) и во всех случаях включается в норму времени.
Время перерывов по организационно-техническим причинам - это перерывы, связанные с ремонтом механизмов по графику, ожиданием обслуживания вследствие занятости рабочего, обслуживающего несколько станков.
2. К ненормируемому времени относится время потерь:
- по организационно-техническим причинам. Это потери связанные в ожиданием работы, заготовок, инструмента, ремонта станка, мастера и т.п.
- по вине рабочего. Под потерями рабочего времени по вине рабочего понимают перерывы в работе вследствие нарушения трудовой дисциплины и распорядка дня.
Различают два основных вида нормирования затрат рабочего времени:
Опытно-статистический. При этом методе нормы устанавливаютсяна основе личного опыта нормировщика, данных статистики . Такие нормы называются опытно-статическими, они не способствуют повышению производительности труда, поэтому их необходимо заменять научно-обоснованными нормами, устанавливаемыми аналитическими методами
Аналитический. Научный метод. Он основанна исследовании операции расчленением ее на трудовые приемы , на изучение факторов, влияющих на продолжительность отдельных трудовых приемов; на проектировании рационального трудового процесса с учетом психофизиологических особенностей человека. На этой основе определяется нормативная продолжительность отдельных элементов работы и рассчитывается норма времени. При использовании аналитического метода нормы труда устанавливаются следующими способами:
1) исследовательский. Основан на данных фотографии рабочего дня и хронометража, поэтому он достаточно трудоемкий, но зато обеспечивает высокую точность расчетов
2) аналитический. Нормы времени рассчитываются по готовым нормативам, которые заранее были установлены аналитически-исследовательским способом.
Норма рабочего времени - это то количество времени, которое работник должен отработать в течение календарного периода времени (за месяц, квартал, год). Норма рабочего времени за конкретный период исчисляется исходя из продолжительности рабочего времени в неделю.
Так, по расчетному графику 5-дневной 40-часовой рабочей недели с двумя выходными днями в субботу и воскресенье норма считается исходя из продолжительности ежедневной работы (смены), составляющей 8 часов. А если продолжительность рабочего времени составляет менее 40 часов в неделю, то продолжительность ежедневной работы определяется путем деления количества часов в неделю на 5 (п. 1 Порядка , утв. Приказом Минздравсоцразвития РФ от 13.08.2009 N 588н).
Кроме того, при подсчете учитывается, что продолжительность рабочего дня (смены), непосредственно предшествующего нерабочему праздничному дню, сокращается на 1 час (ст. 95 ТК РФ). Таким образом, формула подсчета нормы рабочего времени за месяц 2017 года при 5-дневной рабочей неделе выглядит так:
Аналогичным образом считается норма рабочего времени на 2017 год.

Нормальная продолжительность рабочего времени и норма времени на 2017 год
Какова нормальная продолжительность рабочего времени в неделю? В соответствии с ТК РФ нормальная продолжительность рабочего времени не может превышать 40 часов в неделю (ст. 91 ТК РФ). Это максимальное значение. Но поскольку нормирование рабочего времени должно учитывать условия труда работников, их возраст и иные факторы, то рабочее время за неделю может быть и менее 40 часов. К примеру, 36 часов в неделю (ст. 92 ТК РФ). При такой продолжительности рабочей недели норма рабочего времени, допустим, в августе 2017 года составляет:
- при 40-часовой рабочей неделе - 184 часа (8 час. x 23 раб. дн.);
- при 36-часовой рабочей неделе - 165,6 часа (7,2 часа x 23 раб. дн.).
В 2017 году есть только 3 дня, когда продолжительность рабочего времени должна быть сокращена на час, поскольку они непосредственно предшествуют праздничным дням: 23-му февраля, 8-му марта и 4-му ноября. То есть общее уменьшение времени составляет 3 часа. А общее количество рабочих дней в году - 247. В итоге норма часов рабочего времени на 2017 год равна.
Нормирование труда предусматривает установление меры затрат труда на изготовление единицы изделия (шт., м, т), за единицу времени (час, смену, месяц) или выполнение заданного объема работы в определенных организационно - технических условиях.
Нормы труда (нормы выработки, времени, обслуживания, численности) устанавливаются для работников в соответствии с достигнутой уровнем техники, технологии, организации производства и труда.
Норма труда определяет величину и структуру затрат рабочего времени, необходимых для выполнения данной работы, и является эталоном, с которым сравниваются фактические затраты времени в целях установления их рациональности. При нормировании труда рабочих и служащих применяются следующие виды норм труда: нормы времени, нормы выработки, обслуживания, численности, управляемости, нормированные задания. Поскольку всеобщим измерителем труда служит рабочее время, все нормы труда являются производными от нормы времени.
Норма времени -- это количество рабочего времени, необходимое для выполнения единицы определенной работы (операции) одним рабочим или группой рабочих соответствующей численности и квалификации в наиболее рациональных для данного предприятия организационных, технических и хозяйственных условиях с учетом передового производственного опыта. Норма времени исчисляется в человеко-часах, человеко-минутах или человеко-секундах.
Чтобы установить норму времени, необходимо выяснить состав затрат рабочего времени и конкретные их величины для выполнения данной работы.
Состав нормы времени можно представить в виде следующей формулы
Нвр = Тпз + Топ + Торм + Тотл + Тпт (1.1)
(Топ = Тос + Твс), (1.2)
где Нвр -- норма времени;
Тпз - подготовительно-заключительное время;
Топ - оперативное время;
Тос - основное время;
Твс - вспомогательное время;
Торм - время на обслуживание рабочего места;
Тотд - время на отдых и личные надобности;
Тпт - перерывы, обусловленные технологией и организацией производства.
В зависимости от характера отдельных элементов затрат времени изменяется методика нормирования каждого из них.
Подготовительно-заключительное время, например, устанавливается на партию одинаковых изделий или в целом на все задание. Величина его не зависит от размера партии деталей, а зависит от типа и особенностей организации производства и труда, а также от характера работы. В условиях единичного и мелкосерийного производства подготовительно-заключительную работу выполняет сам рабочий. В массовом производстве многие из этих работ выполняют специальные рабочие (наладка оборудования и др.). Необходимая величина подготовительно-заключительного времени определяется на основе данных фотографии рабочего времени и нормативов времени.
Основное и вспомогательное время для всех процессов, кроме ручных, устанавливается раздельно. Основное время зависит от объема выполняемой работы и от режимов применяемого оборудования. Оно может быть сокращено за счет совмещения приемов работы, использования многоместных приспособлений, групповой обработки деталей и т.п.
Состав работ по обслуживанию рабочего места и необходимые затраты времени на их выполнение зависят от типа и организации производства, характера выполняемой работы, вида оборудования и т.д. Часть этих работ может выполняться в течение машинно-автоматического времени (смазка и чистка оборудования, сметание стружки), а другая -- передана рабочим по обслуживанию производства.
Время на обслуживание рабочего места определяется по нормативам или по данным фотографии рабочего времени.
Величина времени на отдых зависит от многих факторов, определяющих утомляемость рабочего: физических усилий, темпа работы, вибрации рабочего места, рабочей позы и др. Время на отдых определяется в процентах от оперативного времени.
Время на личные надобности устанавливается в минутах на смену или в размере 2% от величины оперативного времени и входит в состав нормы времени.
Все затраты рабочего времени (кроме подготовительно-заключительного) устанавливаются на операцию или на единицу (штуку) изделия и в сумме составляют норму штучного времени (Тшт). В нее входят следующие элементы:
Следовательно, норма времени состоит из двух основных частей: нормы подготовительно-заключительного времени и нормы штучного времени.
Для ручных и машинно-ручных работ, где время на обслуживание рабочего места, а также на отдых и личные надобности нормируется в процентах от оперативного времени, формула нормы штучного времени принимает следующий вид
где К - время на обслуживание рабочего места, отдых и личные надобности, в % от оперативного времени.
На предприятиях часто необходимо знать полные затраты времени на производство продукции или выполнение операции, т.е. калькуляцию всех затрат. С этой целью определяют штучно-калькуляционное, время, в которое кроме штучного входит часть подготовительно-заключительного времени, приходящаяся на единицу продукции. Это наиболее точная и полная норма времени. Она рассчитывается по формуле
где п -- количество изделий в партии.
Норма выработки -- это количество натуральных (штук, метров, юнн.) или условных единиц продукции (плавок, съемов и т.д.), которое должно быть изготовлено в единицу времени (смену, месяц) в определенных организационно-технических условиях одним или группой рабочих соответствующей квалификации.
Для расчета норм выработки применяется несколько формул. Наиболее общая формула имеет следующий вид
Нвыр = Тсм / Нвр, (1.6)
где Нвыр -- норма выработки;
Тсм -- сменный фонд рабочего времени;
Нвр -- установленная норма времени на единицу изделия. В тех производствах, где подготовительно-заключительное время, время на обслуживание рабочего места, на личные надобности и отдых нормируются на смену, норма выработки рассчитывается по следующим формулам:
Между нормой времени и нормой выработки существует обратная зависимость, т.е. с уменьшением нормы времени норма выработки увеличивается. Однако изменяются эти величины не в одинаковой мере: норма выработки увеличивается в большей степени, чем уменьшается норма времени.
Между изменениями нормы времени и нормы выработки существуют следующие соотношения:
На отдельные виды работ нормы времени и нормы выработки устанавливать довольно трудно. В этих условиях нормы труда выступают в виде норм обслуживания и норм численности, которые по мере механизации и автоматизации производства находят все большее применение в промышленности.
Норма обслуживания -- это установленное количество единиц оборудования (число рабочих мест, квадратных метров площади и т.д.), которое должно обслуживаться одним рабочим или группой рабочих соответствующей квалификации при определенных организационно-технических условиях в течение смены. Она является производной от нормы времени. Чтобы рассчитать норму обслуживания, надо определить норму времени обслуживания.
Норма времени обслуживания -- это количество времени, необходимое в определенных организационно-технических условиях на обслуживание в течение смены единицы оборудования, квадратного метра производственной площади и т.д.
Определив норму времени на обслуживание по нормативам или с помощью хронометража, можно рассчитать норму обслуживания по следующей формуле:
где Нч -- норма обслуживания;
Нвр.о -- норма времени на обслуживание единицы оборудования, единицы производственных
площадей и т.д.;
Нвр -- норма времени на единицу объема работы, на выполняемую функцию;
п -- количество единиц работы, выполняемых в течение определенного периода (смены, месяца);
К -- коэффициент, учитывающий выполнение дополнительных функций, не учтенных нормой времени (функции учета, инструктажа, наблюдения за процессом), а также на отдых и личные надобности.
Разновидностью нормы обслуживания является норма управляемости, определяющая численность работников или число структурных подразделений, приходящихся на одного руководителя. Эти нормы используются в случаях, когда нормы времени устанавливать нецелесообразно.
Под нормой численности работающих понимают численность работников определенного профессионально-квалификационного состава, требующуюся для выполнения производственного задания. Необходимая численность рабочих, занятых обслуживанием производства, определяется по формулам:

где Нч - норма численности;
О - общее количество обслуживаемых единиц оборудования, квадратных метров производственной площади и т.д.;
Но - норма обслуживания.
В целях повышения эффективности труда повременно оплачиваемых работников им устанавливаются нормированные задания на основе указанных выше норм труда.
Нормированное задание - это установленный объем работы, который работник или группа работников должны выполнять за определенный период с соблюдением определенных требований к качеству продукции.
Нормированные задания могут устанавливаться обособленно, а в необходимых случаях - применяться в сочетании с нормами обслуживания или численности.
С учетом специфики производства объем работы, устанавливаемый нормированным заданием, может быть выражен в трудовых (нормированные человеко-часы) или натуральных показателях (шт., м 3 и др.).
В зависимости от организации производства и характера выполняемых работ нормированные задания могут устанавливаться на смену, месяц или на период полного осуществления заданного объема работ.
затрата время норма труд
Нормой времени называется количество рабочего времени, достаточное при данных средствах труда для изготовления единицы доброкачественной продукции рабочим соответствующей профессии и квалификации, работающим в условиях правильной организации производства и труда.
Норма времени измеряется в человека часах.
Если норма времени установлена на звено, то календарная производительность рабочих в часах определяется делением норм времени на число исполнителей в звене.
В норму времени должно входить :
а) время, затраченное на основную работу;
б) время на подготовку рабочего места для производства работ;
в) время на получение материала и инструмента из кладовой;
г) время на заправку, присадку, точку инструмента;
д) мелкий ремонт и наладка инструмента;
ж) транспортировка материала в пределах рабочей зоны;
з) уборка рабочего места после окончания рабочей смены;
и) время отдыха в процессе работы.
Норма выработки.
Нормой выработки называется количество доброкачественной продукции (шт, м, м 2 , м 3 , т и т.д.), которые должны выпустить за единицу времени при данных средствах труда рабочие соответствующей профессии и квалификации, работающие в правильных условиях труда.
Норма выработки является величиной обратно пропорциональной норме времени.
В ЕНиР есть расценка , под которой подразумевается з/пл., выплачиваемая рабочему за единицу продукции.
Величина расценки определяется на основании норм времени и тарифной ставки соответствующему разряду работ.
Р = С · Н вр.
Р – расценка; С – ставка; Н вр – норма времени.
Наряд – это первичный документ содержащий производственное задание бригаде, звену или отдельному рабочему с целью доведения плана СМР строительного участка, а также условия оплаты труда до непосредственных исполнителей.
Производственное задание содержит перечень работ подлежащих выполнению, их сроки и объемы, краткое описание условий производства работ.
Наряд выдается мастером или производителем работ (прораб), где указывается срок работы, система оплаты труда, нормы и расценки, величина премиальной доплаты, а также общая сумма з/пл. за выполнение заданий.
Одновременно наряд является платежным документом, который позволяет учитывать выполнение бригадой работы, определяет причитающуюся исполнителям з/пл. и выполнение норм выработки.
Лучше всего наряд выдавать за 2–3 дня до начала работ.
Наряд бывает обычным и аккордным (составляется на ед. продукции – 1м 2 перекрытия и т.д.), но учитывается весь комплекс работ и составляется по калькуляции.
Нормы выработки для ИТР служат для следующих целей:
– законным основанием для выдачи наряда на работу;
– служит руководящим пособием для правильной организации труда звена рабочих;
– служит пособием для учета производительности труда рабочих;
– служит пособием для составления графиков.
6. ТАРИФНОЕ НОРМИРОВАНИЕ
Тарифная система представляет собой совокупность нормативных материалов, с помощью которых осуществляется оценка качества труда.
Тарифная система состоит из 3-х основных взаимосвязанных элементов :
– тарифных сеток;
– тарифных ставок 1 разряда;
– тарифно-квалификационного справочника (ТКС).
К элементам тарифной системы относятся также районные коэффициенты к з/пл.
Тарифная система наряду с нормированием труда является основой организации з/пл. рабочих.
Тарифная сетка – шкала отношений в оплате труда различных разрядов рабочих. Эти отношения представляют во сколько раз любая ставка выше 1 разряда, а 1 р. = 1.
В тарифной сетке не участвуют характер и условия труда. Ее назначение состоит в дифференциации тарифных ставок в зависимости от предъявляемых к исполнителю квалификационных требований.
Тарифные ставки определяют размер оплаты труда рабочих за единицу времени в час или в месяц. При помощи тарифных ставок регулируется уровень з/пл. рабочих в зависимости от их квалификации.
Для тарификации рабочих, т.е. определения их квалификации и отношения к тому или иному разряду тарифной сетки, служит ТКС .
Для каждой профессии в справочнике приведена характеристика работы, состоящая из 3-х разделов :
– приведена характеристика работ, которую должен выполнять рабочий;
– указывается, что должен знать рабочий;
– дают примеры типичных работ.
Разряд рабочему присваивается путем сдачи им условленных испытаний (пробы). Он должен ответить на все теоретические вопросы, выполнить 3 пробы, причем по времени и по качеству работ должен уложиться в нормы.
Кроме этого рабочий должен знать :
– основы технологии и технические условия на право и приемку работ;
– сортамент и маркировку применяемых материалов, полуфабрикатов и деталей;
– правила техники безопасности;
– противопожарные правила внутреннего распорядка;
Испытания проводят в специальной комиссии под председательством главного инженера или старшего прораба при участии инженера по ТБ, мастера, бригадира, одного или двух рабочих той профессии, по которой сдает испытание рабочий.
7. ФОРМЫ И СИСТЕМЫ ОПЛАТЫ ТРУДА В СТРОИТЕЛЬСТВЕ
Применяются две формы оплаты труда:
– сдельная;
– повременная.
При сдельной оплате з/пл. рабочих выплачивается по сдельным расценкам. Она слагается из тарифной ставки, приработки за выполненную сверх нормы работу и различного рода доплат в зависимости от системы оплаты.
Повременная оплата применяется за фактически отработанное рабочее время по действующим тарифным ставкам, установленным для каждой квалификации рабочих и различного рода доплат в зависимости от системы оплаты.
Сдельная форма оплаты труда подразделяется на следующие системы оплаты:
1. прямая сдельная по отдельным нарядам – когда з/пл. рабочих устанавливается по неизменным расценкам за единицу соответствующих видов и разновидностей работ;
2. прямая сдельная по аккордным нарядам за целый комплекс работ – когда з/пл. исчисляется по калькуляционным расценкам за конечный результат работ данного комплекса (здание, этаж, квартира, 1 м 3 кладки);
3. сдельно-премиальная, согласно которой за работу выплачивают по аккордным нарядам в пределах норм по действующим расценкам, а при сокращении нормативного времени и выполнении работ в полном соответствии с рабочими чертежами выплачивается премия, размер которой в зависимости от оценки качества работ составляет 0,5–3 % общей суммы сдельного заработка за каждый процент сокращения нормативного времени;
4. бригадный наряд – когда с бригадой заключается договор на выполнение объема работ за объект в целом или часть работ после сдачи «под ключ» с определенной оценкой выплачивается премия;
5. урочная, при которой за выполнение задания (урока) с оценкой качества работ «отлично» выплачивается премия в размере 40 %, а при оценке «хорошо» – 20 % сдельного заработка.
Повременная оплата труда делится:
1. простая повременная, согласно которой з/пл. выплачивается фактически отработанное время по действующим тарифным ставкам в соответствии с разрядом, присвоенным каждому рабочему по его квалификации;
2. повременно-премиальная, по которой кроме з/пл. по тарифным ставкам за своевременное и качественное выполнение работ и в зависимости от профессии рабочего выплачивается премия 20–40 % тарифной ставки.
Кроме указанных форм оплаты труда применяют безнарядную систему оплаты труда, при которой з/пл. начисляется как % от стоимости выполненных работ.
8. ПРОЕКТЫ ПРОИЗВОДСТВА РАБОТ
Строительство зданий и сооружений осуществляется по заранее составленным проектам организации строительства (ПОС ) и проектам производства работ (ППР). Кроме того, еще существует еще проект организации работ (ПОР ).
ППР разрабатывается на отдельный объект или комплекс с учетом ПОС и рабочих чертежей. ППР служит руководством для организации и производства работ по возведению объектов и их комплексов, а также для оперативного планирования, контроля и учета строительного производства.
В состав ППР входит:
– сетевой график для пускового комплекса, сводный календарный план (сводный сетевой график), график потока рабочей силы по профессиям, при необходимости почасовой график, график монтажа оборудования, график потребности механизмов, комплектовочные ведомости;
– стройгенплан объекта (комплекса), отдельно для надземной и подземной частей, где определены установка кранов, площадка для сборки конструкций, временные сооружения, коммуникации;
– на сложные работы разрабатываются технологические карты или привязываются типовые технологические карты, схемы производства работ. Иногда разрабатывают специальный ППР по видам работ (пр., на скользящую опалубку). В ППР входит перечень актов на скрытые работы, сроки, методы испытания, систем трубопроводов и оборудования;
– рабочие чертежи-привязки типовых временных сооружений (столовые, прорабские, диспетчерские, бытовые), схема диспетчеризации;
– структурная схема комплексного потока, графики работ специальных и строительных организаций. К ППР прилагают пояснительную записку, которая обосновывает принятие решения, а также технику безопасности и охрану труда рабочих;
– к ППР прилагаются типовые проекты и типовые технологические карты.
ПОС разрабатывается проектной организацией совместно с рабочими чертежами, оплачивается за счет проектных работ.
ППР разрабатывается самими подрядными или субподрядными организациями или по их заказу специализированными проектными организациями, выполняется за счет средств строителей или на особо сложные работы за счет средств заказчика. ППР утверждает главный инженер строительства. ППР не позднее, чем за 2 месяца должен быть на строительной площадке.
9. СТРОИТЕЛЬНЫЕ НОРМЫ И ПРАВИЛА (СНиП) – представляют собой свод основных нормативных документов, применяемых в строительстве. Они утверждены Госстроем России и обязательны для всех строителей страны, не зависимо от форм собственности.
СНиП борется за повышение качества и снижения стоимости строительства путем внедрения рациональных норм строительного проектирования, а также правил производства и приемки работ.
СНиП максимально учитывает все передовое и новое в проектировании и производстве.
По классификатору 1995 года СНиП разделяется на 6 частей, а по классификатору 2001 года на группы. Вопросы организации и технологии строительного производства отражены главным образом в третьей части СНиП по старому классификатору и в 12, 13 группах по новому.
Если выполнять СНиП, то сроки строительства сократятся на 10–15 %.
10. ОХРАНА ТРУДА
Состоит из комплекса связанных между собой технических, санитарно-гигиенических, законодательных, организационных мероприятий, направленных на обеспечение здоровых и безопасных условий труда на производстве.
Соответственно этому охрана труда включает в себя:
– технику безопасности с пожарной безопасностью;
– производственную санитарию;
– охрану окружающей среды;
– трудовое законодательство;
– гражданскую оборону.
Задачи ТБ и ПБ состоят в том, чтобы технические и организационные мероприятия обеспечивали безопасность условий труда, устраняли причины несчастных случаев, связанных с производством, исключали случаи пожаров.
Производственная санитария изучает влияние условий труда на организм и здоровье человека.
Трудовое законодательство предусматривает и разрешает правовые вопросы по трудовым взаимоотношениям на производстве, о решении рабочего времени и отдыха трудящихся, об условиях труда женщин, подростков, определяет порядок приема, перевода и увольнения, устанавливает льготы.
ГО определяет, что должны делать работники в особый период, чтобы не было жертв.
Для того чтобы учесть все вышеизложенные условия работы составляются ПОР ы. Конкретные мероприятия по охране труда отражаются в коллективном договоре.
За выполнением вышеперечисленных законов осуществляется Госконтроль :
– Госинспектор труда, Госконтроль, Госгортехнадзор;
– Санэпидемстанция;
– пожарная инспекция;
– инспекция по ГО и ЧС;
– прокуратура.
11. ИНДУСТРИАЛИЗАЦИЯ И ПОТОЧНЫЕ МЕТОДЫ СТРОИТЕЛЬСТВА
Строительное производство развивается на принципах индустриализации.
Индустриализация – это изготовление в заводских условиях конструкций и деталей; комплексная механизация производства работ.
Целью является снижение сроков, увеличение качества строительства с наименьшими затратами труда и средств.
Индустриализация облегчает труд рабочих, может качественно менять профессию рабочего (каменщик – каменщик-монтажник). Связана с унификацией, типизацией и стандартизацией.
Цель поточных методов состоит в обеспечении непрерывного и ритмичного производства работ, равномерном использовании денежных, материальных и трудовых ресурсов, загрузки производственной базы, строительных машин и оборудования для равномерного выпуска строительной продукции.
Вообще строительство может быть организовано последовательным, параллельным и поточным методом.
При последовательном : каждое последующее здание возводиться вслед за окончанием предыдущего.
При параллельном : все здания возводятся одновременно.
При поточном : возведение здания разделяется на соответствующие технологические процессы (устройство фундаментов, возведение стен и перекрытий, устройство крыши, отделка, др.). При поточном методе бригады переходят с одной захватки здания на другую.
Каждому процессу определяют ритм и по этому ритму составляют график.
Промежуток времени между началом работы последующей бригады (звена) называется шагом потока , а продолжительность работы на каждой захватке называется ритмом потока .
Нужно стремиться, чтобы шаг потока = ритму потока . В этом случае все захватки заняты. Движение бригад или звеньев с одинаковым ритмом принято называть потоком с одинаковым ритмом . Обычно ритм равен 1 смене.
Поточно-скоростное строительство характерно к ускорениям, интенсификации поточного производства, что достигается уменьшением числа захваток, сокращением ритма потока, совмещением ряда процессов.